எரிபொருள் ஊசி நேரம் முன்கூட்டியே
உள்ளடக்கம்
டீசல் இயந்திரத்தின் செயல்பாட்டை மேம்படுத்துவதற்கான மிக முக்கியமான அளவுகோல்கள்:
- வெளியேற்ற வாயுக்களின் குறைந்த நச்சுத்தன்மை;
- எரிப்பு செயல்முறையின் குறைந்த இரைச்சல் நிலை;
- குறைந்த குறிப்பிட்ட எரிபொருள் நுகர்வு.
ஊசி பம்ப் எரிபொருளை வழங்கத் தொடங்கும் தருணம் விநியோகத்தின் தொடக்கம் (அல்லது சேனல் மூடல்) என்று அழைக்கப்படுகிறது. பவர்-ஆன் தாமத காலத்திற்கு (அல்லது வெறுமனே பவர்-ஆன் தாமதம்) படி இந்த நேரம் தேர்ந்தெடுக்கப்படுகிறது. இவை குறிப்பிட்ட செயல்பாட்டு முறையைப் பொறுத்து மாறுபடும் அளவுருக்கள். உட்செலுத்துதல் தாமத காலம் என்பது சப்ளையின் தொடக்கத்திற்கும் உட்செலுத்தலின் தொடக்கத்திற்கும் இடைப்பட்ட காலம் என வரையறுக்கப்படுகிறது, மேலும் பற்றவைப்பு தாமத காலம் என்பது உட்செலுத்தலின் தொடக்கத்திற்கும் எரிப்பு தொடக்கத்திற்கும் இடைப்பட்ட காலமாக வரையறுக்கப்படுகிறது. உட்செலுத்தலின் தொடக்கமானது TDC பகுதியில் உள்ள கிரான்ஸ்காஃப்ட்டின் சுழற்சியின் கோணம் என வரையறுக்கப்படுகிறது, இதில் உட்செலுத்தி எரிபொருளை எரிப்பு அறைக்குள் செலுத்துகிறது.
எரிப்பு ஆரம்பமானது காற்று / எரிபொருள் கலவையின் பற்றவைப்பு நேரம் என வரையறுக்கப்படுகிறது, இது உட்செலுத்தலின் தொடக்கத்தால் பாதிக்கப்படலாம். உயர் அழுத்த எரிபொருள் விசையியக்கக் குழாய்களில், ஒரு ஊசி முன்கூட்டியே சாதனத்தைப் பயன்படுத்தி புரட்சிகளின் எண்ணிக்கையைப் பொறுத்து விநியோகத்தின் தொடக்கத்தை (சேனலின் மூடல்) சரிசெய்வது சிறந்தது.
ஊசி முன்கூட்டியே சாதனத்தின் நோக்கம்
உட்செலுத்துதல் முன்கூட்டியே சாதனம் நேரடியாக உட்செலுத்துதல் தொடக்க நேரத்தை மாற்றுவதால், அதை ஊசி தொடக்கக் கட்டுப்படுத்தி என வரையறுக்கலாம். ஒரு விசித்திரமான வகை ஊசி முன்கூட்டியே சாதனம் (இன்ஜெக்ஷன் அட்வான்ஸ் கிளட்ச் என்றும் அழைக்கப்படுகிறது) அதன் ஒழுங்குபடுத்தும் செயல்பாடுகளைச் செய்யும் போது, ஊசி பம்ப்க்கு வழங்கப்பட்ட இயந்திர முறுக்குவிசையை மாற்றுகிறது. ஊசி பம்ப் தேவைப்படும் முறுக்கு, ஊசி பம்பின் அளவு, பிஸ்டன் ஜோடிகளின் எண்ணிக்கை, உட்செலுத்தப்பட்ட எரிபொருளின் அளவு, ஊசி அழுத்தம், உலக்கை விட்டம் மற்றும் கேம் வடிவம் ஆகியவற்றைப் பொறுத்தது. என்ஜின் முறுக்கு உட்செலுத்துதல் நேர பண்புகளில் நேரடி விளைவைக் கொண்டிருப்பது சாத்தியமான சக்தி வெளியீட்டுடன் வடிவமைப்பில் கருத்தில் கொள்ளப்பட வேண்டும்.
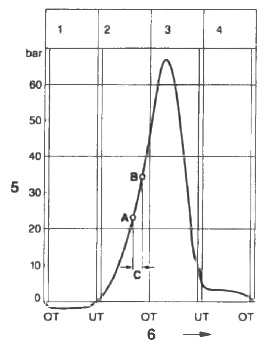
சிலிண்டர் அழுத்தம்
அரிசி. தொட்டி அழுத்தம்: A. ஊசி தொடக்கம்; B. எரியும் ஆரம்பம்; C. பற்றவைப்பு தாமதம். 1. அறிமுக இனம்; 2. சுருக்க பக்கவாதம்; 3. தொழிலாளர் வாழ்க்கை; 4. ரன் OT-TDC, UT-NMT ஐ வெளியிடவும்; 5. சிலிண்டரில் அழுத்தம், பட்டை; 6. பிஸ்டன் நிலை.
ஊசி முன்கூட்டியே சாதனத்தின் வடிவமைப்பு
இன்-லைன் இன்ஜெக்ஷன் பம்பிற்கான ஊசி முன்கூட்டியே சாதனம் நேரடியாக ஊசி பம்ப் கேம்ஷாஃப்ட்டின் முடிவில் பொருத்தப்பட்டுள்ளது. திறந்த மற்றும் மூடிய வகை ஊசி முன்கூட்டியே சாதனங்களுக்கு இடையே ஒரு அடிப்படை வேறுபாடு உள்ளது.
மூடிய வகை ஊசி முன்கூட்டியே சாதனம் அதன் சொந்த மசகு எண்ணெய் தேக்கத்தைக் கொண்டுள்ளது, இது இயந்திர உயவு அமைப்பிலிருந்து சாதனத்தை சுயாதீனமாக்குகிறது. திறந்த வடிவமைப்பு நேரடியாக இயந்திர உயவு அமைப்புடன் இணைக்கப்பட்டுள்ளது. சாதனத்தின் உடல் கியர்பாக்ஸுடன் திருகுகளுடன் இணைக்கப்பட்டுள்ளது, மேலும் ஈடுசெய்யும் மற்றும் சரிசெய்யும் விசித்திரங்கள் உடலில் நிறுவப்பட்டுள்ளன, இதனால் அவை சுதந்திரமாக சுழலும். இழப்பீடு மற்றும் சரிசெய்தல் விசித்திரமானது உடலுடன் கடுமையாக இணைக்கப்பட்ட ஒரு முள் மூலம் வழிநடத்தப்படுகிறது. மலிவாக இருப்பதுடன், "திறந்த" வகைக்கு குறைந்த இடம் தேவைப்படும் மற்றும் மிகவும் திறமையாக லூப்ரிகேட் செய்யும் நன்மையும் உள்ளது.
ஊசி முன்கூட்டியே சாதனத்தின் செயல்பாட்டின் கொள்கை
இன்ஜெக்ஷன் அட்வான்ஸ் சாதனம் ஒரு கியர் ரயிலால் இயக்கப்படுகிறது, இது என்ஜின் டைமிங் கேஸில் நிறுவப்பட்டுள்ளது. டிரைவிற்கான (ஹப்) உள்ளீடு மற்றும் வெளியீட்டிற்கு இடையேயான இணைப்பு, ஒன்றோடொன்று இணைக்கும் விசித்திரமான கூறுகளின் ஜோடி மூலம் செய்யப்படுகிறது.
அவற்றில் மிகப்பெரியது, சரிசெய்யும் விசித்திரங்கள் (4), ஸ்டாப் டிஸ்க் (8) இன் துளைகளில் அமைந்துள்ளன, இது டிரைவ் உறுப்புக்கு (1) திருகப்படுகிறது. ஈடுசெய்யும் விசித்திரமான கூறுகள் (5) சரிசெய்யும் விசித்திரங்களில் (4) ஏற்றப்படுகின்றன, மேலும் அவை மற்றும் மையங்களில் (6) போல்ட் மூலம் வழிநடத்தப்படுகின்றன. மறுபுறம், ஹப் போல்ட் நேரடியாக மையத்துடன் இணைக்கப்பட்டுள்ளது (2). எடைகள் (7) சரிசெய்யும் விசித்திரத்துடன் இணைக்கப்பட்டு, மாறி விறைப்புத்தன்மையின் நீரூற்றுகளால் அவற்றின் அசல் நிலையில் வைக்கப்படுகின்றன.
அரிசி a) தொடக்க நிலையில்; b) குறைந்த வேகம்; c) சராசரி வருவாய்; ஈ) அதிவேக இறுதி நிலை; a என்பது ஊசி முன்கூட்டியே கோணம்.
ஊசி முன்கூட்டியே சாதன பரிமாணங்கள்
ஊசி முன்கூட்டியே சாதனத்தின் அளவு, வெளிப்புற விட்டம் மற்றும் ஆழத்தால் தீர்மானிக்கப்படுகிறது, இதையொட்டி நிறுவப்பட்ட எடைகளின் நிறை, ஈர்ப்பு மையங்களுக்கு இடையிலான தூரம் மற்றும் எடைகளின் சாத்தியமான பாதை ஆகியவற்றை தீர்மானிக்கிறது. இந்த மூன்று காரணிகளும் ஆற்றல் வெளியீடு மற்றும் பயன்பாட்டை தீர்மானிக்கின்றன.
எம் அளவு ஊசி பம்ப்

அரிசி. எம் அளவு ஊசி பம்ப்
அரிசி. 1. பாதுகாப்பு வால்வு; 2. ஸ்லீவ்; 7 கேம்ஷாஃப்ட்; 8. காம்.
எம்-அளவிலான ஊசி பம்ப் என்பது இன்-லைன் இன்ஜெக்ஷன் பம்புகளின் வரிசையில் மிகச்சிறிய பம்ப் ஆகும். இது லைட் அலாய் பாடி மற்றும் எஞ்சினுடன் ஃபிளேன்ஜ் பொருத்தப்பட்டுள்ளது. பேஸ் பிளேட் மற்றும் பக்க அட்டையை அகற்றிய பிறகு, பம்பின் உட்புறத்திற்கான அணுகல் சாத்தியமாகும், எனவே ஒரு அளவு M பம்ப் ஒரு திறந்த ஊசி பம்ப் என வரையறுக்கப்படுகிறது. அதிகபட்ச ஊசி அழுத்தம் 400 பட்டியாக வரையறுக்கப்பட்டுள்ளது.
பம்பின் பக்க அட்டையை அகற்றிய பிறகு, உலக்கை ஜோடிகளால் வழங்கப்படும் எரிபொருளின் அளவை சரிசெய்து அதே அளவில் அமைக்கலாம். கட்டுப்பாட்டு கம்பியில் (4) கிளாம்பிங் பாகங்களை நகர்த்துவதன் மூலம் தனிப்பட்ட சரிசெய்தல் மேற்கொள்ளப்படுகிறது.
செயல்பாட்டின் போது, பம்ப் பிளங்கர்களை நிறுவுதல் மற்றும் அவற்றுடன் சேர்ந்து, பம்ப் வடிவமைப்பால் நிர்ணயிக்கப்பட்ட வரம்புகளுக்குள் வழங்கப்படும் எரிபொருளின் அளவு கட்டுப்பாட்டு கம்பியால் கட்டுப்படுத்தப்படுகிறது. M- அளவு ஊசி பம்ப் கம்பி என்பது ஒரு தட்டையான ஒரு வட்ட எஃகு கம்பி ஆகும், அதில் துளையிடப்பட்ட ஃபாஸ்டென்சர்கள் (5) நிறுவப்பட்டுள்ளன. நெம்புகோல்கள் (3) ஒவ்வொரு கட்டுப்பாட்டு ஸ்லீவ் கடுமையாக இணைக்கப்பட்டுள்ளது, மற்றும் அதன் முடிவில் riveted கம்பி கட்டுப்பாட்டு தடி வைத்திருப்பவரின் பள்ளத்தில் நுழைகிறது. இந்த வடிவமைப்பு நெம்புகோல் கட்டுப்பாடு என்று அழைக்கப்படுகிறது.
உட்செலுத்துதல் பம்ப் உலக்கைகள் ரோலர் டேப்பெட்களுடன் நேரடி தொடர்பில் உள்ளன (6), மற்றும் பக்கவாதம் பூர்வாங்கமாக தட்டப்பிற்கு பொருத்தமான விட்டம் கொண்ட உருளைகளைத் தேர்ந்தெடுப்பதன் மூலம் சரிசெய்யப்படுகிறது.
அளவு M இன் ஊசி பம்ப் உயவு இயந்திர எண்ணெய் வழக்கமான வழங்கல் மூலம் மேற்கொள்ளப்படுகிறது. எம் அளவு ஊசி பம்புகள் 4,5 அல்லது 6 பிஸ்டன் ஜோடிகளுடன் (4-, 5- அல்லது 6-சிலிண்டர் ஊசி பம்புகள்) கிடைக்கின்றன மற்றும் டீசல் எரிபொருளுக்காக மட்டுமே வடிவமைக்கப்பட்டுள்ளன.
ஊசி பம்ப் அளவு ஏ
அரிசி. அளவு A ஊசி பம்ப்
பரந்த டெலிவரி வரம்பைக் கொண்ட இன்-லைன் ஏ-பிரேம் இன்ஜெக்ஷன் பம்புகள் எம்-பிரேம் இன்ஜெக்ஷன் பம்பை நேரடியாகப் பின்பற்றுகின்றன. வகை A இன்ஜெக்ஷன் பம்ப் ஒரு "திறந்த" வடிவமைப்பையும் கொண்டுள்ளது, மேலும் ஊசி பம்ப் லைனர்கள் (2) மேலே இருந்து நேரடியாக அலுமினிய வீடுகளில் செருகப்படுகின்றன, அதே நேரத்தில் வேஸ்ட்கேட் அசெம்பிளி (1) ஒரு வால்வு ஹோல்டரைப் பயன்படுத்தி ஊசி பம்ப் உறைக்குள் அழுத்தப்படுகிறது. ஹைட்ராலிக் விநியோக அழுத்தத்தை விட அதிகமாக இருக்கும் சீல் அழுத்தம், ஊசி பம்ப் ஹவுசிங் மூலம் உறிஞ்சப்பட வேண்டும். இந்த காரணத்திற்காக, அதிகபட்ச ஊசி அழுத்தம் 600 பட்டியாக வரையறுக்கப்பட்டுள்ளது.
M வகை ஊசி பம்ப் போலல்லாமல், A டைப் இன்ஜெக்ஷன் பம்ப், ப்ரீஸ்ட்ரோக்கை சரிசெய்ய ஒவ்வொரு ரோலர் ஃபாலோவரிலும் (7) சரிசெய்யும் திருகு (பூட்டு நட்டுடன்) (8) பொருத்தப்பட்டுள்ளது.
கட்டுப்பாட்டு இரயில் (4) மூலம் வழங்கப்படும் எரிபொருளின் அளவை சரிசெய்ய, ஏ-வகை ஊசி பம்ப், எம்-வகை ஊசி பம்ப் போலல்லாமல், கியர் கட்டுப்பாட்டுடன் பொருத்தப்பட்டுள்ளது, மற்றும் நெம்புகோல் கட்டுப்பாடு அல்ல. உலக்கையின் கண்ட்ரோல் ஸ்லீவ் (5) இல் பொருத்தப்பட்ட பல் பிரிவு, கண்ட்ரோல் ரேக்குடன் இணைகிறது மற்றும் பிளங்கர்களின் ஜோடிகளை ஒரே ஈயத்துடன் சரிசெய்ய, செட் திருகுகளை தளர்த்துவது மற்றும் கட்டுப்பாட்டு ஸ்லீவை கடிகார திசையில் திருப்புவது அவசியம். பல் கொண்ட பிரிவு மற்றும் இதனால் கட்டுப்பாட்டு இரயிலுடன் தொடர்புடையது.
இந்த வகை ஊசி பம்பை சரிசெய்வதற்கான அனைத்து வேலைகளும் ஒரு ஆதரவில் பொருத்தப்பட்ட பம்ப் மற்றும் திறந்த உறை மூலம் மேற்கொள்ளப்பட வேண்டும். எம் இன்ஜெக்ஷன் பம்பைப் போலவே, டைப் ஏ இன்ஜெக்ஷன் பம்பிலும் ஸ்பிரிங்-லோடட் பக்க கவர் உள்ளது, இது ஊசி பம்பின் உட்புறத்தை அணுகுவதற்கு அகற்றப்பட வேண்டும்.
உயவுக்காக, ஊசி பம்ப் இயந்திர உயவு அமைப்புடன் இணைக்கப்பட்டுள்ளது. A- வகை ஊசி பம்ப் 12 சிலிண்டர்கள் வரை பதிப்புகளில் கிடைக்கிறது, மேலும் M- வகை ஊசி பம்ப் போலல்லாமல், பல்வேறு வகையான எரிபொருளுடன் (டீசல் மட்டும்) செயல்பட ஏற்றது.
WM அளவு ஊசி பம்ப்
அரிசி. HPFP அளவு WM
இன்-லைன் மெகாவாட் இன்ஜெக்ஷன் பம்ப் அதிக அழுத்தத் தேவையைப் பூர்த்தி செய்யும் வகையில் வடிவமைக்கப்பட்டுள்ளது. மெகாவாட் இன்ஜெக்ஷன் பம்ப் என்பது ஒரு மூடிய வகை இன்-லைன் இன்ஜெக்ஷன் பம்ப் ஆகும், இது அதிகபட்ச ஊசி அழுத்தம் 900 பார் வரை வரையறுக்கப்பட்டுள்ளது. இது ஒரு லைட் அலாய் உடலையும் கொண்டுள்ளது மற்றும் ஒரு பிரேம், பிளாட் பேஸ் அல்லது ஃபிளாஞ்ச் மூலம் எஞ்சினுடன் இணைக்கப்பட்டுள்ளது.
MW இன்ஜெக்ஷன் பம்பின் வடிவமைப்பு A மற்றும் M இன்ஜெக்ஷன் பம்ப்களின் வடிவமைப்பிலிருந்து குறிப்பிடத்தக்க அளவில் வேறுபடுகிறது.முக்கிய வேறுபாடு ஒரு ஜோடி உலக்கைகளைப் பயன்படுத்துவதாகும், இதில் புஷிங் (3), ஒரு டிஸ்சார்ஜ் வால்வு மற்றும் டிஸ்சார்ஜ் வால்வு ஹோல்டர் ஆகியவை அடங்கும். இது இயந்திரத்திற்கு வெளியே நிறுவப்பட்டு, மேலே இருந்து ஊசி பம்ப் வீட்டுவசதிக்குள் செருகப்படுகிறது. மெகாவாட் இன்ஜெக்ஷன் பம்பில், பிரஷர் வால்வு ஹோல்டர் மேல்நோக்கி நீண்டுகொண்டிருக்கும் புஷிங்கில் நேரடியாக திருகப்படுகிறது. வால்வு அசெம்பிளியுடன் உடல் மற்றும் ஸ்லீவ் இடையே செருகப்பட்ட ஷிம்களால் முன் பக்கவாதம் கட்டுப்படுத்தப்படுகிறது. தனிப்பட்ட உலக்கை ஜோடிகளின் சீரான விநியோகத்தை சரிசெய்தல், உலக்கை ஜோடிகளைத் திருப்புவதன் மூலம் ஊசி பம்ப் வெளியே மேற்கொள்ளப்படுகிறது. பிஸ்டன் ஜோடி பெருகிவரும் விளிம்புகள் (1) இந்த நோக்கத்திற்காக ஸ்லாட்டுகளுடன் வழங்கப்பட்டுள்ளன.
அரிசி. 1. ஒரு ஜோடி plungers fastening க்கான flange; 2. பாதுகாப்பு வால்வு; 3. ஸ்லீவ்; 4. உலக்கை; 5. கட்டுப்பாட்டு ரயில்; 6. கண்ட்ரோல் ஸ்லீவ்; 7. ரோலர் புஷர்; 8 கேம்ஷாஃப்ட்; 9. காம்.
டிஸ்சார்ஜ் வால்வுடன் (2) ஸ்லீவ் அசெம்பிளியை சுழற்றும்போது ஊசி பம்ப் உலக்கையின் நிலை மாறாமல் இருக்கும். மெகாவாட் ஊசி பம்ப் 8 ஸ்லீவ்கள் (8 சிலிண்டர்கள்) கொண்ட பதிப்புகளில் கிடைக்கிறது மற்றும் பல்வேறு மவுண்டிங் முறைகளுக்கு ஏற்றது. இது டீசல் எரிபொருளில் இயங்குகிறது மற்றும் இயந்திரத்தின் உயவு அமைப்பு மூலம் உயவூட்டப்படுகிறது.
P- அளவு ஊசி பம்ப்
அரிசி. P- அளவு ஊசி பம்ப்
அரிசி. 1. பாதுகாப்பு வால்வு; 2. ஸ்லீவ்; 3. இழுவைக் கட்டுப்பாடு; 4. கண்ட்ரோல் ஸ்லீவ்; 5. ரோலர் புஷர்; 6 கேம்ஷாஃப்ட்; 7. கேமரா.
P அளவு (வகை) இன்-லைன் ஊசி பம்ப் அதிக அதிகபட்ச ஊசி அழுத்தத்தை வழங்க வடிவமைக்கப்பட்டுள்ளது. MW இன்ஜெக்ஷன் பம்பைப் போலவே, இது ஒரு மூடிய வகை பம்ப் ஆகும், இது ஒரு அடிப்படை அல்லது விளிம்புடன் இயந்திரத்துடன் இணைக்கப்பட்டுள்ளது. 850 பட்டியின் உச்ச ஊசி அழுத்தத்திற்காக வடிவமைக்கப்பட்ட பி-வகை ஊசி பம்புகளில், ஸ்லீவ் (2) ஃபிளாஞ்ச் ஸ்லீவில் செருகப்படுகிறது, இது ஏற்கனவே வெளியேற்ற வால்வு வைத்திருப்பவருக்கு (1) திரிக்கப்பட்டிருக்கிறது. ஸ்லீவ் நிறுவலின் இந்த பதிப்பில், சீல் செய்யும் சக்தி பம்ப் உறையை ஏற்றாது. MW இன்ஜெக்ஷன் பம்பைப் போலவே முன் பக்கவாதம் அமைக்கப்பட்டுள்ளது.
குறைந்த ஊசி அழுத்தத்திற்காக வடிவமைக்கப்பட்ட இன்-லைன் உயர் அழுத்த எரிபொருள் குழாய்கள் எரிபொருள் வரியின் வழக்கமான நிரப்புதலைப் பயன்படுத்துகின்றன. இந்த வழக்கில், எரிபொருள் தனித்தனி புஷிங்ஸின் எரிபொருள் கோடுகள் வழியாக ஒன்றன் பின் ஒன்றாக மற்றும் ஊசி பம்பின் நீளமான அச்சின் திசையில் செல்கிறது. எரிபொருள் வரியில் நுழைந்து எரிபொருள் திரும்பும் அமைப்பு வழியாக வெளியேறுகிறது.
P8000 பதிப்பு P இன்ஜெக்ஷன் பம்பை உதாரணமாக எடுத்துக் கொண்டால், இது 1150 பார் (இன்ஜெக்ஷன் பம்ப் சைட்) வரையிலான ஊசி அழுத்தங்களுக்கு மதிப்பிடப்படுகிறது. முதல் மற்றும் கடைசி குழாய். எரிபொருளின் வெப்பநிலை அதிகரிக்கும் போது அதன் ஆற்றல் அடர்த்தி குறைவதால், அதன் அளவு அதிகரிக்கும் போது, இது இயந்திரத்தின் எரிப்பு அறைகளில் வெவ்வேறு அளவு ஆற்றல் செலுத்தப்படும். இது சம்பந்தமாக, இத்தகைய உயர் அழுத்த எரிபொருள் விசையியக்கக் குழாய்கள் குறுக்கு நிரப்புதலைப் பயன்படுத்துகின்றன, அதாவது, தனிப்பட்ட குழல்களின் எரிபொருள் கோடுகள் துளையிடும் துளைகள் மூலம் ஒருவருக்கொருவர் பிரிக்கப்படுகின்றன).
இந்த இன்ஜெக்ஷன் பம்ப் லூப்ரிகேஷனுக்கான என்ஜின் லூப்ரிகேஷன் சிஸ்டத்துடன் இணைக்கப்பட்டுள்ளது. வகை P உயர் அழுத்த எரிபொருள் பம்ப் 12 லைனர்கள் (சிலிண்டர்கள்) வரையிலான பதிப்புகளிலும் கிடைக்கிறது மற்றும் டீசல் மற்றும் பிற எரிபொருட்களுக்கு ஏற்றது.